Machine Vision Elevates Manufacturing

Integrated machine vision and robotics systems improve manufacturing in ten key areas.
In a growing number of industries, the demand for highly precise components has become paramount. To meet these stringent requirements, integrating machine vision and robotics in automation solutions has emerged as a transformative option. This article explores the many benefits of using machine vision inspections in highly precise automated environments for medical equipment and how they can be translated to other industries.
A classic example of automated inspection is a system that inspects plastic-injected, molded medical filters. It was designed to detect more than 10 defect types for three different parts with unique colors and mesh densities. This system was tailored for two machine applications: one fed by a bowl feeder and another in line with a molding machine that produced the parts. For both systems, the goal was to automate a process that required a throughput and level of detail unsuited for manual inspection. Additionally, the manufacturer sought to further their data analysis capabilities for this production line with automated systems by detecting manufacturing issues upstream and predicting downtime trends.
Complex applications such as this need the expertise and capabilities of a system development team, which includes mechanical, electrical, robotic, software, and vision engineers, to provide a complete turnkey solution. According to their process, the group provided the manufacturer with a full project specification, design review, and FAT/SAT, all overseen by a dedicated project manager.
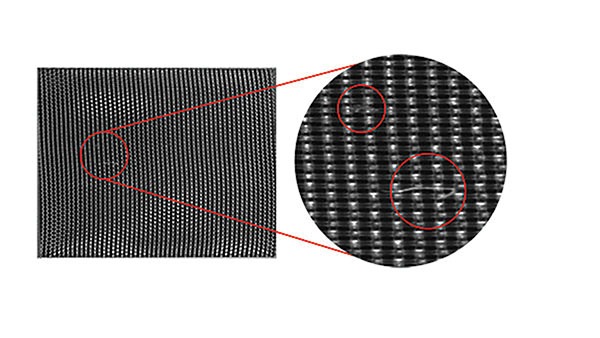
Figure 1: Example of the detail level that automated inspection can capture.
Image courtesy Motion Ai
Given the need to have a cycle time less than 3 sec. to achieve the desired throughput, custom robot and machine vision cells were designed. The two cells were a marriage of high-speed area and line scan cameras, SCARA (selective compliance articulated robot arm) robots, rotary dials, and custom machine vision with data-analytics software. Both systems inspect all sides of the parts, sorting them by color and rejecting defective units that were captured. This is achieved by the SCARA picking a random part from a conveyor and rotating it while images are captured before being placed on the rotary dial. Once on the dial, the top and bottom of the part are imaged before being sorted. Defects in the filter smaller than a tenth of a millimeter are consistently identifiable (Figure 1).
Beyond defect detection, the software also allowed statistical data generation based on defect types, frequency, and part types on which they were occurring. This is communicated directly to the manufacturer’s SCADA (supervisory control and data acquisition) system and can be viewed on the HMI (human-machine interface) integrated into the cells.
These automated inspection systems highlight 10 key areas where integrating robotics and machine vision can benefit meticulous automated environments:
Precision and accuracy: Surpassing human capabilities, machine vision systems detect defects with unmatched accuracy and repeatability. Confidence in part quality is vital in manufacturing environments, particularly in high-precision situations such as the medical, automotive, electronic, pharmaceutical, and consumer-product sectors. Robust machine vision solutions, in union with industrial robots, can ensure that product output matches the quality requirements of any manufacturer.
Increased productivity: Implementing automated machine vision inspections in manufacturing significantly advances productivity. The complexity of inspections, such as those performed in these systems, combined with the rapid cycle time supported by the high-speed SCARA solution, and having this process in line with the existing production, results in throughput that is otherwise impossible. This integration leads to more efficient production processes and increased output without compromising final product quality.
Quality assurance: Quality assurance is crucial in all product manufacturing. Machine vision inspections provide a robust quality-control mechanism, detecting even slight imperfections that human inspectors might overlook. While this system can inspect less than a tenth of a millimeter, further detail is possible depending on system application needs. Hyperspectral, thermal, and 3D imaging can provide additional levels of detail otherwise unattainable. The consistent and objective nature of machine vision inspections heightens reliability. Additionally, adjusting parameters to meet a customer’s needs can ensure that necessary tolerances are flexible to meet the quality inspection requirements.
Data collection and analysis: Machine-vision systems offer data collection and analysis capabilities beyond quality assurance. Highly specialized data obtained from inspections can be used for process optimization, trend identification, and predictive maintenance. Pairing with communication to an existing manufacturer SCADA system seamlessly integrates this data. This data-driven approach enhances decision making and facilitates continuous improvement in manufacturing processes.
Reduced error rates: Human inspection can be prone to errors and fatigue, especially when dealing with repetitive tasks. Machine-vision systems work consistently without being subject to human biases, reducing error rates and improving reliability—no matter the detail level. In a high-throughput environment, it is not sustainable to have operators inspect every part because of throughput requirements. Often, manufacturers manually audit a sample from a batch of parts to determine whether there are defects to be addressed. The benefit of a robotic and machine-vision system is that you can inspect 100% of manufactured parts without sacrificing production rate.
Traceability and compliance: Traceability provided by machine-vision inspections can prove invaluable in complying with regulatory standards in multiple industries, including healthcare, pharmaceutical, agricultural, and automotive. Recording and storing inspection data on this system allows easy retrieval of past good and failed part images, thereby supporting audits and maintaining compliance with industry regulations. Long-term storage of data and images is only limited by the manufacturer’s needs and can be used in compliance and troubleshooting scenarios.
Cost savings: Although initial startup costs can be intimidating, the long-term benefits of turnkey machine vision and robotic systems in manufacturing lead to significant cost savings. Scrap rate reduction, optimal resource utilization, increased productivity, and data-analysis tools quickly contribute to a positive return on investment. Leveraging automated technology on the bleeding edge of an industry where costs are constantly driven lower allows companies to stay viable.
Flexibility and adaptivity: Machine-vision systems can easily cater to fast-paced industries that require adaptability and flexibility. When designing for future products, using vision systems that can support multiple “recipes” and parameters allows a longer system lifespan. Manufacturers can reconfigure the system thresholds, parameters, and recipes to inspect different product variations, expediting time to market while preserving precision and quality.
Safety enhancement: Safety is imperative in manufacturing environments across all industries. The system described in this article’s opening example was able to isolate parts that could cause jams downstream. By minimizing the need for operator intervention, machine-vision inspections and robotic material handling reduce the risk of accidents associated with handling delicate or hazardous materials.
Competitive advantage: Implementing advanced machine-vision inspections provides a competitive advantage for manufacturers. The ability to deliver highly precise and reliable products reinforces brand reputation. Compliance with rigorous industry demands will attract discerning customers. The integrated, automated vision system becomes proof of built-in product quality.
While machine vision and robotics can broadly improve manufacturing processes separately, turnkey solutions customized for an application, such as the one described here, are a perfect addition to any manufacturing line. Integrating automation that includes machine vision and robotic systems offers abundant advantages. From enhancing precision, productivity, and quality assurance to promoting safety and compliance, machine-vision inspections can revolutionize any manufacturing process.
By Noah Hyman, Motion Ai
Noah Hyman is a Project Manager for the Motion Ai Vision Excellence Group. He has led interdisciplinary teams through designing, fabricating, testing, and deploying several machine-vision systems while ensuring customer needs were met. With a background in systems engineering and a Certified Associate in Project Management (CAPM) certification, he combines engineering and project management skills.
The post "Machine Vision Elevates Manufacturing" appeared first on Efficient Plant