What’s Up With Viscosity Index?
Go beyond simple viscosity to fully understand how oils will perform, particularly in extreme conditions.
Anyone with even a cursory understanding knows that the most important property of a lubricant is viscosity. Among other factors, viscosity determines important parameters such as oil film thickness and fluidity; the ability of the oil to flow to the components and contacts that need lubrication.
However, what is not always well understood is viscosity index (VI). The VI of an oil is a measure of how the oil’s viscosity is affected by temperature change. Unlike most physical and chemical oil properties, VI is a calculated parameter, as defined by the ASTM D2270 standard.
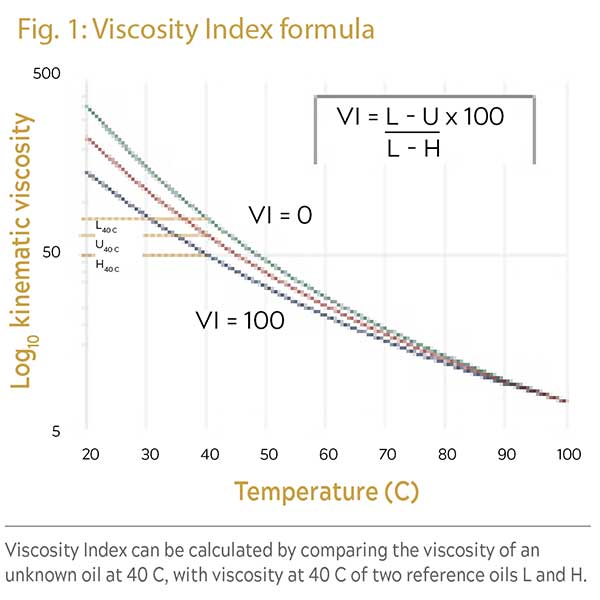
For an oil with a VI < 100, the index can be calculated according to the formula shown in Fig. 1 above. VI is calculated by comparing the kinematic viscosity of the unknown oil at 40 C (U) (per ASTM D341), with the kinematic viscosity of two reference fluids with VIs of 0 (L) and 100 (H); where all three oils (U, L, and H) have the same kinematic viscosity at 100 C. For simplicity, ASTM D2270 provides a tabulation of the L and H values for a reference oil (U) with a known kinematic viscosity at 40 C and 100 C. Since the units of U, L, and H are the same, VI is a unitless number. For oils with a VI greater than 100, the calculation is somewhat more complex and can be found in ASTM 2270.
Temperature extremes
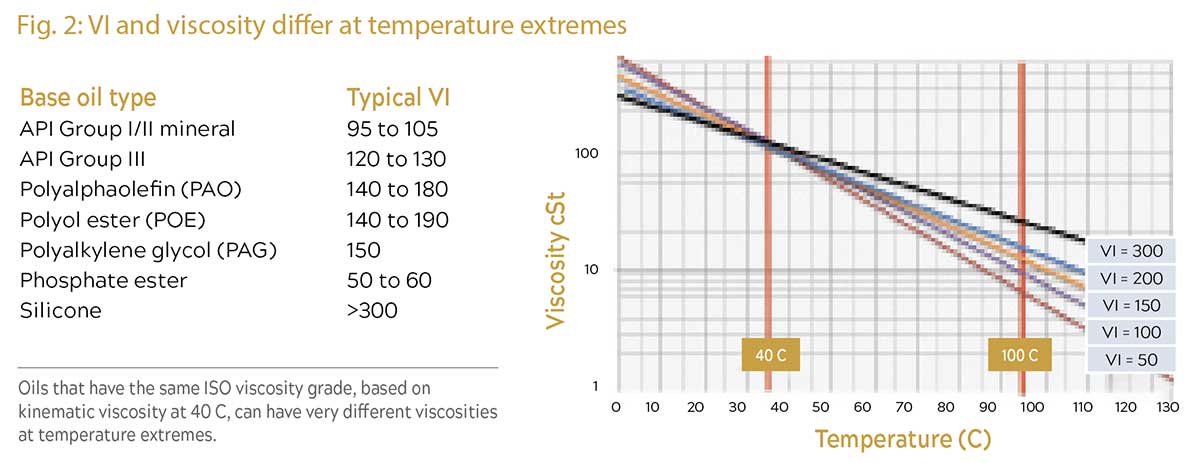
VI becomes most important when the oil is required to function at very low or very high operating temperatures since an oil’s viscosity varies as a double logarithmic scale relative to changes in temperature, as outlined in ASTM D341. As a result, two oils that have nominally the same ISO viscosity grade, i.e., identical viscosities at 40 C, can have very different viscosities at temperatures above and below 40 C (see Fig. 2. below).
This concept is particularly important for equipment that needs to start at very low ambient operating temperatures, such as engines, transmissions, gearboxes, and hydraulic systems that operate outside in colder climates where startup may occur at –40 C (–40 F) or colder. In these instances, choosing an oil that has a very high VI is of paramount importance to have sufficient pumpability to avoid starving the equipment of lubricant at startup.
An oil’s VI is largely defined by the type of base oil selected. Most conventional Group I and II mineral-based industrial oils have VIs in the 95 to 105 range. By contrast, a PAO synthetic will have a VI in the 140 to 160 range. Other types of fluids will have VIs consistent with the rheological properties of the base oil (Fig. 2).
An oil’s VI can be artificially increased with VI improver additives. VI improvers are typically made from long-chain organic polymers such as polymethacrylates (PMA) or polyisobutylene (PIB). They work because their structure and molecular shape changes with temperature. At very low temperatures, the polymers are coiled tightly into a “ball.” As such, their contribution to an oil’s measured kinematic viscosity is low. As temperature increases, the polymer chain uncoils, causing internal resistance to dynamic flow and shear.
A simple visual analogy is to think about dropping uncooked, dried pasta (the VI polymer) into a large pan of cold water (the base oil). A small, uncooked ball of spaghetti in a large pan of water has little impact on the resistance to stirring with a wooden spoon. However, as the water is heated, the pasta will begin to swell or uncoil, creating greater resistance to stirring.
While the analogy with cooking pasta fails when temperature decreases since, unlike pasta, the VI polymer contracts when the temperature drops, it’s useful to explain two other issues with oils that are heavily fortified with VI improvers.
One is the impact of permanent shear thinning. VI polymers work because their large molecular shape creates resistance to flow and shear. However, in applications such as engines, gearboxes, and hydraulics, the lubricant is exposed to significant shearing action from rotating and reciprocating contacts. In some instances, this can shear the VI polymer, reducing the average molecular weight (size) of the polymer. The impact will be a lower overall viscosity, particularly at elevated temperatures.
Referring to the pasta example, permanent shear thinning is like chopping long spaghetti strands into small one-inch lengths. Because the spaghetti is now much smaller, it offers much lower resistance to stirring with a spoon, analogous to the viscosity drop in a lubricant that has undergone permanent shear thinning.
Another issue with oils that have been heavily fortified with VI improvers is the far more nuanced problem of temporary shear thinning. Temporary shear thinning occurs under higher RPMs and is caused by the VI polymers aligning themselves in the direction of the applied shearing force.
Again, the example of stirring pasta helps. While cooked spaghetti may provide resistance when the water is stirred slowly, if stirred at high speed in a constant (radial) direction, the spaghetti strands will align in the direction of the stirring, effectively lowering the resistance. This is analogous to a temporary reduction in viscosity under applied shear stress. Once the applied shear force (stirring) stops, the large pasta strands re-orient randomly. This same phenomenon holds true for VI polymers under high radial stress.
It’s for this reason that SAE engine-oil specifications include measurement of kinematic and high-temperature, high-shear (HTHS) viscosity. Through the use of HTHS fluids and the impact of dynamic viscosity shear thinning, highway truck fleets experienced a 0.5% to 1.5% gain in fuel savings since the lower effective viscosity results in a thinner oil film and less fluid “drag.”
While this may be good for trucks, the same cannot be said for other applications. In hydraulic systems operating in colder climates, as an example, it’s common practice to use HVI (high viscosity index) and VHVI (very-high viscosity index) fluids. These fluids have VIs often as high as 300, making them usable at much lower start-up and operating temperatures.
However, a common problem with VHIVI fluids that are poorly formulated or rely too much on VI improver additives is shear down of the VI polymers, resulting in a permanent loss of viscosity. Since oil-film thickness in hydraulic pumps and actuators is directly tied to hydraulic fluid viscosity, shear down of a VHVI fluid can result in loss of film strength, a reduction of volumetric efficiency, and internal leakage.
While an oil’s VI may not be an intuitive measurement, nevertheless it must be carefully considered any time a fluid is selected for very high or very low operating temperatures. EP
By Mark Barnes, PhD CMRP, Des-Case Corp.
Mark Barnes, PhD CMRP, is Senior Vice President, Global Business Development, at Des-Case Corp., Goodlettsville, TN (descase.com). He has 21 years of experience in lubrication management, oil analysis, and contamination control.
The post What’s Up With Viscosity Index? appeared first on Efficient Plant.
The post "What’s Up With Viscosity Index?" appeared first on Efficient Plant